
鋼格板壓焊機焊接時常見故障及原因
點擊量:發(fā)表時間:2018-02-26
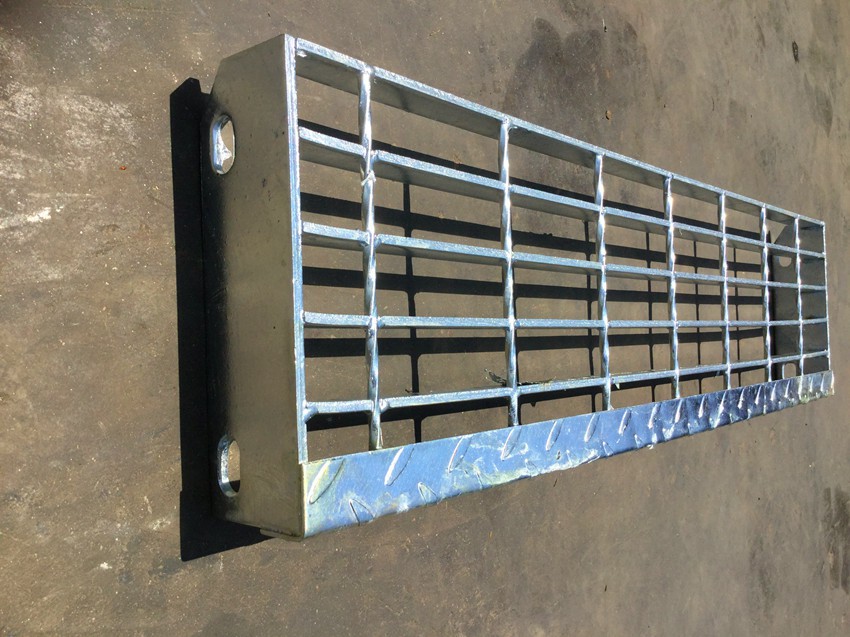
鋼格板(Steel Grating)壓焊機焊接時常見故障及原因
鋼格板(Steel Grating)壓焊機是一個大型的電阻(中文名:電阻器) 焊設(shè)備,焊接過程(guò chéng)就是電能的轉(zhuǎn)換過程,由電能轉(zhuǎn)換成熱能,電熱與通過導體的電流、導體的電阻以及電流通過導體的時間成正比關(guān)系。實驗室鋁合金格柵板的生產(chǎn)標準,中國為YB/T4001-1998。所以說在焊接中一定要掌握好電流、電阻和時間的合理應(yīng)用。對于不同型號的扁鋼(flat steel)和麻花鋼需要設(shè)定(shè dìng)不同的參數(shù)。要根據(jù)不同型號的扁鋼和麻花鋼設(shè)置不同的電流、壓力、和時間,設(shè)定電流參數(shù)時要按實際情況而定。
一、焊合條件的設(shè)定要求(demand)
焊接條件主要有壓力、電流(Electron flow)和通電時間三種,設(shè)定是要使焊接物的型號和規(guī)格(specifications)而定。在設(shè)置不當時可能有以下現(xiàn)象。電流大于壓力時容易飛濺,電流小于壓力時,容易造成焊接不牢或麻花鋼高的現(xiàn)象。所以說適當調(diào)節(jié)焊接參數(shù)是非常重要的。
1、焊接壓力(pressure)
焊接壓力是分兩階段進行加壓的,即低壓壓力P1、高壓壓力P2。低壓壓力開始是從熔接時間1開始的,而高壓壓力的時間是從焊接時間2減去溶接時間1的剩余時間加保持時間。
2、加壓設(shè)定(shè dìng)
加壓設(shè)定是從液壓系統(tǒng)(Hydraulic systems)的減壓閥進行設(shè)定的,具體的設(shè)定方法不再描述。
3、焊接電流的調(diào)整
熔接電流的調(diào)整是從操作控制盤上的電力調(diào)整電位器進行的,是被鋼格板的型號規(guī)格而定。冷鍍鋅鋼格板理論重量根據(jù)扁鋼的高度、厚度、網(wǎng)孔、算出來的,理論重量都會比實際重量輕。
4、焊接時間調(diào)整
焊接時間是焊接條件(tiáo jiàn)的基礎(chǔ),只有正確的設(shè)定(shè dìng)焊接時間才能保證正常的焊接。焊接時間包括:初期加壓時間、加熱時間、冷卻時間、熔接時間1、鍛壓開始時間、溶合時間2、保持時間等。
二、焊合時容易出現(xiàn)的問題
1、焊接時麻花鋼壓不下去。
2、焊接時麻花鋼過熔。
3、焊合時麻花鋼發(fā)黑,焊接強度低。冷鍍鋅鋼格板格價格組成由以下幾個部分組成:原材料價格+人工費用+物流成本。組成原材料價格的又可以分為:表面鍍鋅價格+黑片原料價格。
4、焊接時麻花鋼和扁鋼(flat steel)突然過熔。
5、焊合時有短時間斷電現(xiàn)象。鋁合金格柵板是用扁鋼按照一定的間距和橫桿進行交叉排列,并且焊接成中間帶有方形格子的一種鋼鐵制品 。
6、焊接時麻花鋼單根過熔。
7、焊接時最后的脈沖信號丟失(最后時麻花鋼發(fā)暗)。
下面將詳細介紹引起上述故障(fault)的原因
1、焊接時麻花鋼壓不下去,可能是由以下原因引起,焊接電流調(diào)整不當、熔接時間短、冷卻(cooling)時間長或液壓系統(tǒng)低壓壓力高以及沒有高壓等、壓接行程短或者電極太薄。
2、焊合時麻花鋼過熔,可能有以下原因,熔接時間長、電流大、系統(tǒng)壓力調(diào)整不當。
3、焊合時麻花鋼發(fā)黑,焊接強度低,是由于壓力調(diào)整過高、熔接時間短或者電流(Electron flow)低造成。鍍鋅鋼格板具有通風透光、防滑,承載力強,美觀耐用,易于清掃,安裝簡便等優(yōu)點。
4、焊接時麻花鋼和扁鋼突然過熔,其主要原因是可控硅控制板問題,導致可控硅電流不受控制,電流過大導致可控硅損壞。如出現(xiàn)此故障,問題比較復雜。
5、焊接時有短時間斷電現(xiàn)象,引起此故障(fault)的主要原因是可控硅脈沖信號丟失造成的,一般是控制可控硅觸發(fā)的繼電器接觸不良引起的。
6、焊合時麻花鋼單根過熔。主要原因有:電極不平薄厚不一致、授臺墊板不平、前后壓輥調(diào)整不當以及原材料銹(Rust)蝕嚴重等。
7、焊接時最后脈沖信號丟失。主要原因是焊接電流給定信號丟失,丟失的原因是:調(diào)整電位器損壞、給定繼電器(作用:自動調(diào)節(jié)、轉(zhuǎn)換電路等作用)觸點接觸不良或信號線斷等。

鋼格板(Steel Grating)壓焊機是一個大型的電阻(中文名:電阻器) 焊設(shè)備,焊接過程(guò chéng)就是電能的轉(zhuǎn)換過程,由電能轉(zhuǎn)換成熱能,電熱與通過導體的電流、導體的電阻以及電流通過導體的時間成正比關(guān)系。實驗室鋁合金格柵板的生產(chǎn)標準,中國為YB/T4001-1998。所以說在焊接中一定要掌握好電流、電阻和時間的合理應(yīng)用。對于不同型號的扁鋼(flat steel)和麻花鋼需要設(shè)定(shè dìng)不同的參數(shù)。要根據(jù)不同型號的扁鋼和麻花鋼設(shè)置不同的電流、壓力、和時間,設(shè)定電流參數(shù)時要按實際情況而定。
一、焊合條件的設(shè)定要求(demand)
焊接條件主要有壓力、電流(Electron flow)和通電時間三種,設(shè)定是要使焊接物的型號和規(guī)格(specifications)而定。在設(shè)置不當時可能有以下現(xiàn)象。電流大于壓力時容易飛濺,電流小于壓力時,容易造成焊接不牢或麻花鋼高的現(xiàn)象。所以說適當調(diào)節(jié)焊接參數(shù)是非常重要的。
1、焊接壓力(pressure)
焊接壓力是分兩階段進行加壓的,即低壓壓力P1、高壓壓力P2。低壓壓力開始是從熔接時間1開始的,而高壓壓力的時間是從焊接時間2減去溶接時間1的剩余時間加保持時間。
2、加壓設(shè)定(shè dìng)
加壓設(shè)定是從液壓系統(tǒng)(Hydraulic systems)的減壓閥進行設(shè)定的,具體的設(shè)定方法不再描述。
3、焊接電流的調(diào)整
熔接電流的調(diào)整是從操作控制盤上的電力調(diào)整電位器進行的,是被鋼格板的型號規(guī)格而定。冷鍍鋅鋼格板理論重量根據(jù)扁鋼的高度、厚度、網(wǎng)孔、算出來的,理論重量都會比實際重量輕。
4、焊接時間調(diào)整
焊接時間是焊接條件(tiáo jiàn)的基礎(chǔ),只有正確的設(shè)定(shè dìng)焊接時間才能保證正常的焊接。焊接時間包括:初期加壓時間、加熱時間、冷卻時間、熔接時間1、鍛壓開始時間、溶合時間2、保持時間等。
二、焊合時容易出現(xiàn)的問題
1、焊接時麻花鋼壓不下去。
2、焊接時麻花鋼過熔。
3、焊合時麻花鋼發(fā)黑,焊接強度低。冷鍍鋅鋼格板格價格組成由以下幾個部分組成:原材料價格+人工費用+物流成本。組成原材料價格的又可以分為:表面鍍鋅價格+黑片原料價格。
4、焊接時麻花鋼和扁鋼(flat steel)突然過熔。
5、焊合時有短時間斷電現(xiàn)象。鋁合金格柵板是用扁鋼按照一定的間距和橫桿進行交叉排列,并且焊接成中間帶有方形格子的一種鋼鐵制品 。
6、焊接時麻花鋼單根過熔。
7、焊接時最后的脈沖信號丟失(最后時麻花鋼發(fā)暗)。
下面將詳細介紹引起上述故障(fault)的原因
1、焊接時麻花鋼壓不下去,可能是由以下原因引起,焊接電流調(diào)整不當、熔接時間短、冷卻(cooling)時間長或液壓系統(tǒng)低壓壓力高以及沒有高壓等、壓接行程短或者電極太薄。
2、焊合時麻花鋼過熔,可能有以下原因,熔接時間長、電流大、系統(tǒng)壓力調(diào)整不當。
3、焊合時麻花鋼發(fā)黑,焊接強度低,是由于壓力調(diào)整過高、熔接時間短或者電流(Electron flow)低造成。鍍鋅鋼格板具有通風透光、防滑,承載力強,美觀耐用,易于清掃,安裝簡便等優(yōu)點。
4、焊接時麻花鋼和扁鋼突然過熔,其主要原因是可控硅控制板問題,導致可控硅電流不受控制,電流過大導致可控硅損壞。如出現(xiàn)此故障,問題比較復雜。
5、焊接時有短時間斷電現(xiàn)象,引起此故障(fault)的主要原因是可控硅脈沖信號丟失造成的,一般是控制可控硅觸發(fā)的繼電器接觸不良引起的。
6、焊合時麻花鋼單根過熔。主要原因有:電極不平薄厚不一致、授臺墊板不平、前后壓輥調(diào)整不當以及原材料銹(Rust)蝕嚴重等。
7、焊接時最后脈沖信號丟失。主要原因是焊接電流給定信號丟失,丟失的原因是:調(diào)整電位器損壞、給定繼電器(作用:自動調(diào)節(jié)、轉(zhuǎn)換電路等作用)觸點接觸不良或信號線斷等。
相關(guān)資訊
- 2021-06-15
WA203/1 WB203/2 在鋼格板中是什么意思?..
- 2020-06-22
鋼梯圖片15J401圖集02J401圖集中柱式鋼..
- 2020-06-15
斜體間平臺@屋面檢修鋼梯@上段中段下..
- 2020-06-15
15J401圖集02J401圖集@上吊車平臺@中柱式..
- 2020-06-15
河北逍迪鋼梯護籠@直爬梯@材質(zhì)Q235-..
- 2020-06-15
河北生產(chǎn)護籠鋼爬梯廠家..
- 2020-03-09
北京通州區(qū)鋁合金鋼格柵板@踏步板溝..
- 2019-12-10
冷熱鍍鋅處理鋼格柵板 材質(zhì)Q235B 不銹..
- 2019-08-21
河北逍迪絲網(wǎng)制品有限公司,新增產(chǎn)..
- 2019-05-22
格柵板廠家擁有專業(yè)CAD制圖人員,可..
- 2019-05-22
扁鋼對鋼格板質(zhì)量的好壞的影響..
- 2019-05-21
安平鋼格板廠之間的低價競爭行為..
- 2019-05-21
復合型鋼格板的優(yōu)勢__逍迪絲網(wǎng)..
- 2019-05-21
熱鍍鋅鋼格板的幾個優(yōu)點..
- 2019-05-21
鋁格柵/鋁格板/鋁合金格柵板/鋁合金..
- 2019-05-21
玻璃鋼樹耙子/合金格柵/河北逍迪絲網(wǎng)..
- 2019-05-21
鋼格板護欄是指用鋼格板做成的護欄..
- 2019-05-21
針對不銹鋼冶煉特性..
- 2019-05-21
格柵板/鍍鋅格柵板/平臺格柵板..
- 2019-05-21
鋼格板的區(qū)別分類是什么..
- 2019-05-21
鋼格板廠/河北逍迪絲網(wǎng)制品有限公司..
- 2019-05-20
購買鋼格板時要注意的問題..
- 2019-05-20
熱鋼格板怎么辨別好壞..
- 2019-05-20
鋼格板原材料選材的注意事項..
- 2019-05-09
鋼格板規(guī)格WA255/1-G(WT1)、WB203/1是什么..
- 2018-12-31
熱鋼鋼格板的運輸環(huán)節(jié)很重要..
- 2018-12-30
熱鋼格板是由Q235材質(zhì)的扁鐵焊接而成..
- 2018-12-29
鋼格板產(chǎn)品的特性決定了必須要收取..
- 2018-12-28
如何確認鋼格板承載扁鋼方向..
- 2018-12-27
鋼梁與鋼格板如何連接..
- 2018-12-26
關(guān)于鋼格板還有哪些疑問急需探討?..
- 2018-12-25
如何從外觀上看出鍍鋅鋼格板的好壞..
- 2018-12-24
鋼鐵廠專用鋼格板的裝卸運輸?shù)淖⒁?.
- 2018-12-23
如何降低鋼格板采購成本..
- 2018-12-22
平臺鋼格板簡介...
- 2018-12-21
鋼溝蓋鋼格板在安裝時需要注意什么..
- 2018-12-20
哪些因素會導致平臺鋼格板的使用壽..
- 2018-12-19
熱鋼鋼格板廠家的交貨期限是多久?..
- 2018-12-18
平臺鋼格板的規(guī)格以及材料要求..
- 2018-12-17
熱浸鋅如何有效的對鋼格板進行防腐..
- 2018-12-16
齒形鋼格板生產(chǎn)和安裝有什么要求..
- 2018-12-15
不銹鋼格是一種永久性的鋼格板..
- 2018-12-14
鋼格板的引入,生產(chǎn)和發(fā)展前景..
- 2018-12-13
格板之玻璃鋼格板的市場前景..
- 2018-12-12
如何從各種各樣的鋼格板中選出合格..
- 2018-12-11
原來鋼格板還有這么多的優(yōu)點..
- 2018-12-10
怎么才能讓異型鋼格板發(fā)揮更大的使..
- 2018-12-09
環(huán)保鋼格板的發(fā)展應(yīng)用的優(yōu)勢..
- 2018-12-08
不符合質(zhì)量標準的鋼格板一律不允許..
- 2018-12-07
不同類型的熱鋼鋼格板有什么不同..
- 2018-12-06
應(yīng)及時蓋嚴,應(yīng)符合以下規(guī)則鋼格板..
- 2018-12-05
鋼格板在噴漆之前應(yīng)該做什么準備..
- 2018-12-04
熱鋼熱鋼鋼格板安裝夾注意事項..
- 2018-12-03
運輸熱鋼鋼格板的過程中應(yīng)該重視甚..
- 2018-12-02
鋼格板的未來發(fā)展走向..
- 2018-12-01
那些因素導致鋼格板鋼材產(chǎn)品價格上..
- 2018-11-29
怎么判斷鋼格板的扁鋼方向..
- 2018-11-28
造成鋼格板變形的因素有那些..
- 2018-11-27
無論是熱電廠或水電廠還是用鋼格板..
- 2018-11-26
鋼格板怎么安裝,安裝中應(yīng)該注意哪..
- 2018-11-25
插接鋼格板的四種常見類型..
- 2018-11-24
鋼格板平臺選擇什么樣的可以防止行..
- 2018-11-23
跟著鋼格板產(chǎn)物的運用越來越普遍..
- 2018-11-22
購買鋼格板這些誤區(qū)一定不能犯..
- 2018-11-20
酸霧測試可以檢測出鋼格板的耐腐蝕..
- 2018-11-19
熱鋼鋼格板和電鋼鋼格板的區(qū)別..
- 2018-11-18
鋼格板在進行包裝和焊接的時候要注..
- 2018-11-17
怎樣選擇合適的安裝鋼格板的方法..
- 2018-11-16
熱鋼鋼格板都用在了什么地方呢?..
- 2018-11-15
別具一格的鋼格板,在城市規(guī)劃中起..
- 2018-11-14
怎么才能選擇到合適的鋼格板..
- 2018-11-12
玻璃鋼格板和鋼鋼格板之間的差別有..
- 2018-11-11
為什么石油化工廠用熱鋼鋼格板?..
- 2018-11-10
壓鎖鋼格板的特點和種類..
- 2018-11-09
采購鋼格板的時候需要注意的事項..
- 2018-11-08
鋼格板特點鮮明 用途極其廣泛..
- 2018-10-31
穿孔鋼格板平臺板介紹..
- 2018-10-29
不銹鋼鋼格板鋼格板具有較強的耐腐..
- 2018-10-28
原來鋼格板焊接有這么多講究..
- 2018-10-27
而對曳引繩磨損并卡繩鋼格板..
- 2018-10-26
鋼格告訴你怎樣避免鋼格板在裝卸時..
- 2018-10-25
密性鋼格板介紹和用途..
- 2018-10-24
不同規(guī)格系列的鋼格板的不同用途..
- 2018-10-23
各種重承載大跨度平臺用鋼格板來代..
- 2018-10-22
熱鋼鋼格板種類、應(yīng)用...
- 2018-10-21
玻璃鋼格和鋼格板的缺點與不足..
- 2018-10-20
鋼格板作用以及在生活中的運用有哪..
- 2018-10-19
中國鋼格板的發(fā)展歷史..
- 2018-10-18
插接鋼格板在格板行業(yè)異軍突起..
- 2018-10-17
如何避免鋼格板脫鋅..
- 2018-10-16
熱鋼鋼格板廣泛用于新舊路基的鋪蓋..
- 2018-10-15
怎么解決熱鋼鋼格板表面粗糙問題..
- 2018-10-14
防滑鋼格板的原料組成及其優(yōu)勢..
- 2018-10-13
鋼格板的主要分類有哪些..
- 2018-10-12
熱鋼鋼格板和不銹鋼格板的防銹、抗..
- 2018-10-11
揭秘洗車房大量使用鋼格板的原因..
- 2018-10-10
網(wǎng)格板采油平臺也是這鋼格板個事理..
- 2018-10-09
隨著社會的發(fā)展和人們生活水平的提..
- 2018-10-08
踏鋼格板步板需要制造成各種尺寸..
- 2018-10-07
挑選材料適合用途的鋼格板有妙招..
- 2018-10-06
防止電廠鋼格板安全事故發(fā)生的措施..
- 2018-10-05
熱鋼鋼格板操縱手工與機器壓焊的差..
- 2018-10-04
成品鋼格板是你安裝鋼梯的首選..
- 2018-10-03
關(guān)于鋼格板采購成本預算的選擇..
- 2018-10-02
鋼格板市場前景廣闊 特點與構(gòu)造要知..
- 2018-10-01
船用鋼格板所采用的鋼材首先優(yōu)良的..
- 2018-09-30
鋼格板都是具有哪些種類..
- 2018-09-29
熱鋼格板與電鋼格板有哪些不一樣..
- 2018-09-28
影響鋼格板性能的因素有哪些..
- 2018-09-27
室內(nèi)鋼格板怎樣維護和保養(yǎng)才更好..
- 2018-09-26
鋼格板采購一些常見問題解答..
- 2018-09-25
如何選擇有保障的鋼格板廠家..
- 2018-09-24
影響鋼格板價格的因素大概有三種..
- 2018-09-23
支承網(wǎng)格板環(huán)應(yīng)鋼格板改用鋼格板抱..
- 2018-09-22
熱鋼鋼格板是怎么分類 有什么標識方..
- 2018-09-21
扁鐵影響鋼格板的價格因素..
- 2018-09-20
鋼格板運到客戶手中變形了怎么辦..
- 2018-09-19
鋼格板的優(yōu)越性有哪些..
- 2018-09-18
中國鋼格板行業(yè)的發(fā)展趨勢怎么樣..
- 2018-09-17
插接壓焊鋼格板種類和介紹..
- 2018-09-16
怎樣在施工時減小鋼鋼格板的變形程..
- 2018-09-15
市場錯鋼格板行業(yè)構(gòu)造調(diào)劑的倒逼”..
- 2018-08-09
2018年8月7日扁鋼價格和304扁鋼價格..
- 2018-08-07
2018年8月7日扁鋼價格..
- 2018-07-15
標準壓焊鋼格板的生產(chǎn)工藝..
- 2018-07-14
鍍鋅鋼格板報價為何暴升?..
- 2018-07-14
不銹鋼鋼格板的優(yōu)點及用處..
- 2018-07-14
鍍鋅鋼格板受歡迎的原因..
- 2018-07-13
不銹鋼鋼格板的表面處理..
- 2018-07-12
玻璃鋼用于什么行業(yè)..
- 2018-07-12
鍍鋅鋼價格影響因素..
- 2018-07-12
鍍鋅鋼的優(yōu)點及用處..
- 2018-07-12
電力廠鍍鋅材質(zhì)平臺報價..
- 2018-07-12
不銹鋼鋼材質(zhì)產(chǎn)品價格是多少?..
- 2018-07-11
不銹鋼鋼格板酸洗與拋光的區(qū)別?..
- 2018-07-06
不銹鋼鋼格板與鍍鋅鋼格板的區(qū)別..
- 2018-07-05
不同鋼格柵板用途分類..
- 2018-07-04
不銹鋼鋼格板價格是多少?..
- 2018-07-03
車間用平臺鋼格柵板..
- 2018-07-02
鍍鋅鋼格柵板的采購誤區(qū)是什么?..
- 2018-07-01
玻璃鋼格柵板和平臺鋼格柵板的區(qū)別..
- 2018-06-30
玻璃鋼格柵板用途廣泛、價格便宜..
- 2018-06-29
插接鋼格板和焊接鋼格板之間的差異..
- 2018-06-28
吊頂鋼格板特色介紹..
- 2018-06-27
齒形鋼格板規(guī)格以及分類..
- 2018-06-26
插接鋼格柵板叫法與特點分類..
- 2018-06-25
玻璃鋼格柵板與熱鍍鋅鋼格柵板的優(yōu)..
- 2018-06-24
插接鋼格柵板的產(chǎn)品特點..
- 2018-06-23
玻璃鋼格柵板廠家哪家好?..
- 2018-06-22
插接鋼格柵板類型介紹..
- 2018-06-21
電廠鋼格柵板廠家..
- 2018-06-20
電廠平臺鋼格柵板焊接注意..
- 2018-06-19
船用鋼格柵板表面處理方式及生產(chǎn)標..
- 2018-06-18
不銹鋼鋼格柵板在國內(nèi)外的廣泛應(yīng)用..
- 2018-06-17
齒形鋼格柵板應(yīng)用于哪些場所?..
- 2018-06-16
玻璃鋼格柵板的十大性能..
- 2018-06-15
玻璃鋼格柵板性能特點..
- 2018-06-14
不銹鋼鋼格板制作方式有哪些..
- 2018-06-13
不銹鋼鋼格板材質(zhì)及優(yōu)勢..
- 2018-06-12
玻璃鋼格柵蓋板介紹..
- 2018-06-10
鍍鋅鋼格柵板安裝分析研究..
- 2018-06-09
玻璃鋼格柵板顏色暗淡是什么原因?..
- 2018-06-08
插接鋼格柵板是什么樣的?哪里有賣..
- 2018-06-07
電廠平臺鋼格柵原材料-國內(nèi)現(xiàn)貨鋼價..
- 2018-06-06
插接鋼格板有幾種類型?..
- 2018-06-05
鍍鋅鋼格柵板的優(yōu)越性..
- 2018-06-04
齒形鋼格柵板產(chǎn)品介紹..
- 2018-06-03
不銹鋼鋼格板的分類及使用情況..
- 2018-06-02
電廠平臺鋼格柵規(guī)格都有哪些..
- 2018-06-01
不銹鋼鋼格柵板的物理性能..
- 2018-05-31
插接鋼格柵板制作與應(yīng)用..
- 2018-05-30
電廠用熱鍍鋅鋼格柵板..
- 2018-05-29
不銹鋼鋼格柵板也會生銹嗎?..
- 2018-05-29
齒形鋼格柵特點..
- 2018-05-28
不銹鋼鋼格柵板生銹了怎么辦?..
- 2018-05-28
不銹鋼鋼格板按品種區(qū)別..
- 2018-05-27
不銹鋼鋼格柵板..
- 2018-05-27
齒形鋼格柵規(guī)格型號..
- 2018-05-26
插接鋼格柵板規(guī)格介紹..
- 2018-05-26
插接鋼格板與普通平臺鋼格板有哪些..
- 2018-05-25
鍍鋅鋼格板在鍍鋅時應(yīng)考慮的幾大因..
- 2018-05-25
從鋼格柵板外觀分辨鋼格柵板質(zhì)量..
- 2018-05-24
齒形鋼格柵板比起普通鋼格柵板的優(yōu)..
- 2018-05-24
玻璃鋼格柵板性能規(guī)格介紹..
- 2018-05-24
鍍鋅鋼格柵板構(gòu)造特點..
- 2018-05-22
不銹鋼鋼格柵板的廣泛應(yīng)用..
- 2018-05-22
玻璃鋼格柵板和平臺鋼格柵板的不同..
- 2018-05-21
鍍鋅鋼格柵板和玻璃鋼格柵之間區(qū)別..
- 2018-05-21
船用鋼格柵板的要求..
- 2018-05-20
玻璃鋼格柵有哪些特點?..
- 2018-05-20
鍍鋅鋼格柵板廣泛應(yīng)用..
- 2018-05-19
玻璃鋼格柵蓋板尺寸與應(yīng)用有哪些..
- 2018-05-19
插接鋼格柵板批發(fā)價格..
- 2018-05-18
鍍鋅鋼格柵板的上鋅量..
- 2018-05-18
鍍鋅鋼格柵板的制作方法..
- 2018-05-17
插接鋼格柵板型號規(guī)格..
- 2018-05-17
齒形鋼格柵板哪家有現(xiàn)貨?..
- 2018-05-16
玻璃鋼格柵板與熱鍍鋅金屬鋼格柵的..
- 2018-05-16
船用鋼格柵板的選材..
- 2018-05-15
插接鋼格柵板分多少種類型?..


聯(lián)系我們
系我們")
河北逍迪絲網(wǎng)制品有限公司
電話:0318-8881333
傳真:0318-3537271
手機:18203332444 (微信同步)
地址:河北省衡水市安平縣西兩洼鄉(xiāng)后鋪村西120米處

